


6T体育(6T SPORTS)·集团股份公司
联系人:戴二林
联系电话:13926805729
公司服务热线:0769-82739763
邮箱:daierlin@homay-gd.com
网站:ljt42.com
地址:广东省东莞市常平镇常横路140号1栋


6T体育(6T SPORTS)·集团股份公司
联系人:戴二林
联系电话:13926805729
公司服务热线:0769-82739763
邮箱:daierlin@homay-gd.com
网站:ljt42.com
地址:广东省东莞市常平镇常横路140号1栋
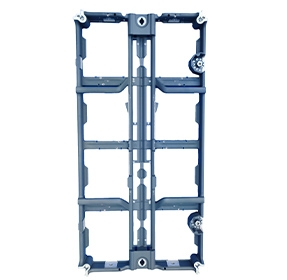
镁合金压铸件在生产过程中容易出现变形问题。材料收缩性大,模具结构复杂,冷却不均等因素都会导致变形。降低变形风险需从模具设计、工艺参数与后期处理多方面优化。合理的模具设计是基础。压铸模具应具备良好的排气系统与均衡的冷却水路,确保铸件各部分同步冷却,避免局部收缩不均。浇注系统设计需保证金属液充型均匀,防止应力集中。

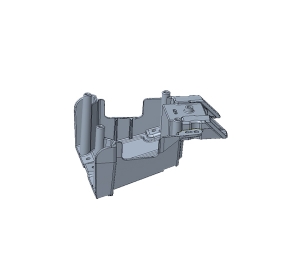
生产过程中温度控制影响变形程度。镁合金液温应控制在合理范围,避免过高导致晶粒粗大。模具温度应保持稳定,避免局部过冷或过热现象。充型速度要适中,过快易产生湍流,过慢会导致填充不足。压力保持阶段应确保金属液充分补缩,减少内部空洞与应力。冷却阶段应避免强制冷却导致的内应力积累。对复杂结构件,必要时可采用分段冷却策略。
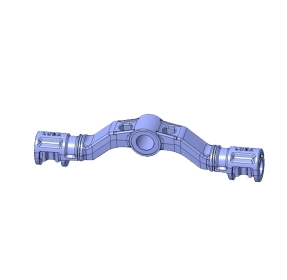
压铸件取出后应尽快进行应力消除处理。常用方法包括自然时效与低温回火。合理的后期机加工工艺可以减小变形积累。加工余量设计要充分考虑铸件变形趋势。对于平面件,可采用多点夹紧加工方式,避免应力集中引发翘曲。镁合金材料本身抗变形能力有限,原材料纯度及合金成分稳定性影响收缩一致性。生产前应检测原材料成分,保证批次稳定。对于大尺寸件与薄壁件,应优先采用流动性好的材料,并优化壁厚设计。
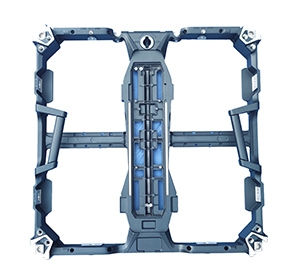
规范的生产流程与严格的品质管理制度可以有效控制压铸件变形风险。企业可根据产品特点建立专用变形检测标准,实时监控生产过程中的尺寸偏差,及时调整生产参数,确保6t体育:镁合金压铸件尺寸稳定性与成型精度。



6t体育:公司服务热线:0769-82739763
6t体育:联系人:戴二林
6t体育:联系电话:13926805729
6t体育:邮箱:daierlin@homay-gd.com
6t体育:网站:ljt42.com
6t体育:地址:广东省东莞市常平镇常横路140号1栋
6t体育:


扫一扫手机浏览 扫一扫加微信