


6T体育(6T SPORTS)·集团股份公司
联系人:戴二林
联系电话:13926805729
公司服务热线:0769-82739763
邮箱:daierlin@homay-gd.com
网站:ljt42.com
地址:广东省东莞市常平镇常横路140号1栋


6T体育(6T SPORTS)·集团股份公司
联系人:戴二林
联系电话:13926805729
公司服务热线:0769-82739763
邮箱:daierlin@homay-gd.com
网站:ljt42.com
地址:广东省东莞市常平镇常横路140号1栋
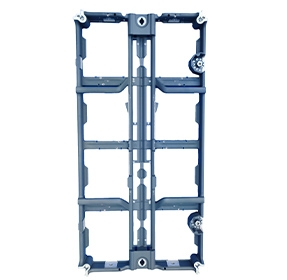
镁合金压铸件在完成成型后,需要经过一系列后处理流程,提升表面质量与力学性能。常见后处理流程包括去毛刺、热处理、机加工、表面处理等。去毛刺工序是基础。压铸件经分型面产生的飞边与毛刺清除,避免影响后续加工与产品装配。常用机械去毛刺与人工修整相结合,提高处理效率与精度。
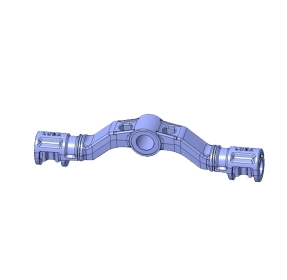
热处理工艺有助于改善镁合金内部组织,提升力学性能。常用T4、T6热处理。T4工艺可使材料获得良好塑性与成型性能。T6工艺能够提高压铸件强度与硬度。热处理过程需严格控制升温速率、保温时间及冷却速度,避免因温差引起变形或内应力。
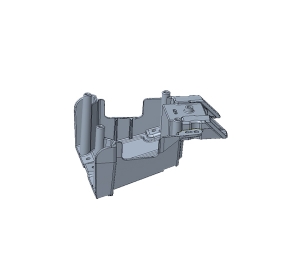
机加工是后处理的重要环节。6t体育:镁合金压铸件通常需要进行孔加工、面加工等工序,保证产品装配精度与尺寸要求。加工过程应控制切削速度与夹持方式,防止二次变形。刀具选择与冷却液使用应符合镁合金加工特性。

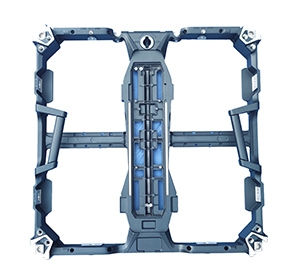
表面处理流程提升外观与耐腐蚀性能。常见处理方式包括喷砂、阳极氧化、涂装等。镁合金易氧化,表面处理前需进行化学清洗与酸洗,以去除表面氧化层。表面喷涂工艺可增强镁合金在潮湿或盐雾环境下的防护能力。对于电子产品外壳类产品,阳极氧化与喷粉处理应用较多,能够提升表面硬度与美观性。
后处理阶段的品质检验贯穿全过程。外观质量、尺寸精度、表面粗糙度及力学性能均需进行系统检测,确保压铸件符合使用要求。镁合金压铸件后处理流程完整规范,有助于提升产品整体品质与应用性能,满足工业制造对高精度零件的需求。



公司服务热线:0769-82739763
联系人:戴二林
联系电话:13926805729
邮箱:daierlin@homay-gd.com
网站:ljt42.com
地址:广东省东莞市常平镇常横路140号1栋


扫一扫手机浏览 扫一扫加微信