-
在对比多种成型工艺后,我在评估铝合金压铸件时,通常会重要点关注尺寸公差是否能够满足装配和功能要求。铝合金压铸在工业领域应用广泛,尺寸控制经验相对成熟,但要实现稳定可控的公差水平,仍然需要从多个环节入手。从材料性能看,铝合金在压铸过程中流动性
发布时间:2025-12-25 点击次数:59
-
在实际选型和项目评估过程中,我在关注镁合金压铸时,最先考虑的问题往往是尺寸精度是否稳定。镁合金压铸件多用于轻量化结构件,对装配精度要求较高,但在生产过程中,尺寸控制本身存在多方面难点,需要从材料特性到工艺细节进行系统分析。从材料角度看,镁合
发布时间:2025-12-25 点击次数:58
-
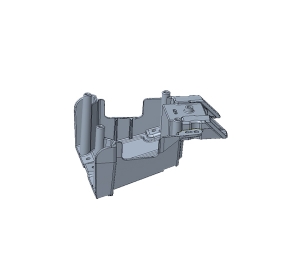
铝合金压铸能做大型件,且可稳定生产如箱体外壳这类需结构强度与尺寸精度的产品,适配工业、新能源等领域需求。铝合金材质与工艺适配大型件制作。铝合金刚性强(抗拉强度250-400MPa)、耐腐蚀性好,制作大型箱体外壳时,能承受外部冲击(如工业设备
发布时间:2025-10-10 点击次数:77
-
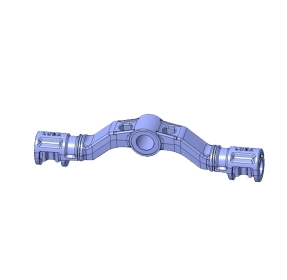
镁合金压铸适合做薄壁件,其材质特性与压铸工艺适配性,能满足薄壁件轻量化、复杂成型的需求,广泛应用于3C、汽车等领域。镁合金材质特性支撑薄壁件制作。镁合金密度低(1.8g/cm³),仅为铝合金的2/3,做薄壁件时能大幅减重(比同尺寸铝合金薄壁
发布时间:2025-10-10 点击次数:52
-
镁合金压铸件在生产和使用中可能出现开裂或变形现象,影响零件尺寸精度和使用可靠性。开裂和变形主要受合金成分、模具设计、浇注工艺和冷却速度影响。合金成分控制对铸件性能至关重要。含镁量、铝量及微量元素比例直接决定铸件强度和延展性。不合适的成分容易
发布时间:2025-08-21 点击次数:63
-
镁合金压铸件因其化学性质与环境接触可能发生氧化。镁表面在空气中会形成一层氧化膜,氧化膜厚度有限,无法长期阻隔水分或化学介质直接作用。潮湿环境可能加速表面腐蚀,特别是含氯或酸碱介质接触时。压铸件表面通常经过后处理工艺,如喷砂、化学钝化或涂层处
发布时间:2025-08-18 点击次数:71
-
镁合金压铸方式多种多样,包括热室压铸、冷室压铸、真空压铸、半固态压铸等。不同工艺在生产规模、成型精度、成本和适用材料范围方面存在差异。针对小批量生产,选择合适的压铸方式需结合零件结构、质量要求以及模具投资等多方面因素。热室压铸适用于熔点较低
发布时间:2025-08-13 点击次数:76
-
镁合金压铸在航空航天制造领域应用较为广泛,与其独特的物理和化学性能密切相关。镁合金密度低,约为1.74g/cm³,相较于铝合金和钢材更轻,有助于航空航天器整体减重。减重不仅意味着燃料消耗降低,还能在结构设计上留出更多的重量余量用于功能部件。
发布时间:2025-08-12 点击次数:68
-
时效处理是镁合金压铸件性能的关键热处理工序,目的是通过内部结构的调整改善强度、硬度与耐腐蚀性。在镁合金压铸生产中,合理应用时效工艺有助于去除残余应力、稳定尺寸精度与提高力学性能。镁合金的时效处理主要分为自然时效与人工时效。自然时效是指在常温
发布时间:2025-07-31 点击次数:67
-
镁合金因其密度小、强度高、流动性好等特点,在精密薄壁件的制造领域中得到广泛应用。薄壁结构对压铸工艺提出了更高要求,包括充型速度、模具强度、成形精度等。镁合金的物理与化学特性,使其成为适配薄壁件结构设计的可行方案。镁合金的流动性较高,有助于填
发布时间:2025-07-28 点击次数:50